







青島冷拔無縫方管-冷拔無縫方管價格-東盛工貿有限公司
青州市東盛工貿有限公司
經營模式:生產加工
地址:青州市309國道大尹路口南1公里
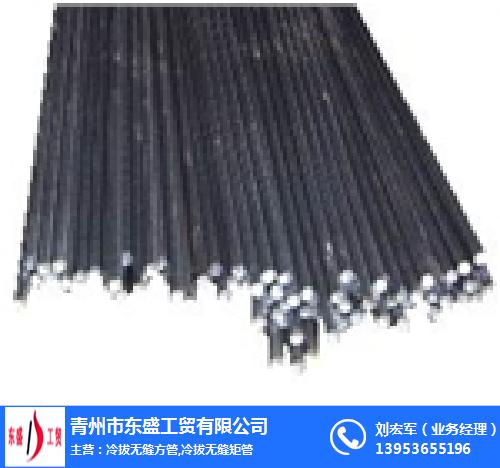
主營:冷拔無縫方管,冷拔無縫矩管,拖拉機前橋馬蹄管,冷拔拖拉機前橋
業務熱線:0536-3501758
產品詳情 聯系方式
產品品牌:東盛工貿
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效

冷拔鋼管是鋼管的一種,即其按生產工藝的不同分類的一種,區別于熱軋(擴)管。在毛管坯或原料管擴徑的過程中通過多道次的冷拔加工而成,通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
冷拔方鋼中冷拔速度控制:
要使鋼筋充分變形,就要適當控制冷拉速度,一般以0.5~1.0為宜。同時要求,冷拉到規定的應力和冷拉率以后,隨即停拉2~3以后,再放松鋼筋,結束冷拉,以給鋼筋充分變形的時間。






鋼管冷拔機對鋼管的壁厚是有一定的要求的,其內壁必須要均勻,管的內外千萬不能有缺陷出現,設備的配置的外表需要及時拋光,產品的內孔出現缺陷需要及時的清理,設備中的鋼管在生產時增加熱軋毛管酸洗復檢工序,在進行加工時需要保證毛管的外表沒有裂紋以及折疊的情況出現。
冷拔機的工作原理
首先將芯桿穿入管子內孔中,然后裝上芯頭,再將已穿上芯頭的鋼管前端推出拔模座。啟動預緊氣缸,使板牙夾緊鋼管,拔制小車處于起始位置,主油缸起動開始拔制。拔制結束的同時,預緊氣缸動作,板牙松開鋼管叉頭推動拔制后的成品管子脫離車體的同時滑塊向相反方向運動,使塞頭迅速退出管子,以便順利下料。

鏈式冷拔機在進行制作的過程中其合金的鋼管出現變形的原因都是非常復雜的,但是我們在進行使用的過程中只要掌握其變形的規律,然后有效的分析其產生的原因,然后采用其不同的方法進行預防其模具的變形。
鏈式冷拔機的拉拔小車可以直接分為兩種形式,設備中拔制根數可以直接分為雙根拔以及單根拔的兩種形式,這樣的形式可以滿足與不同客戶的需求,設備中的重要參數是可以根據其客戶的特殊要求來進行有效設計的。

劉宏軍先生
手機:13953655196
