







冷拔鋼材,冷拔鋼材廠家,東盛工貿(多圖)
青州市東盛工貿有限公司
經營模式:生產加工
地址:青州市309國道大尹路口南1公里
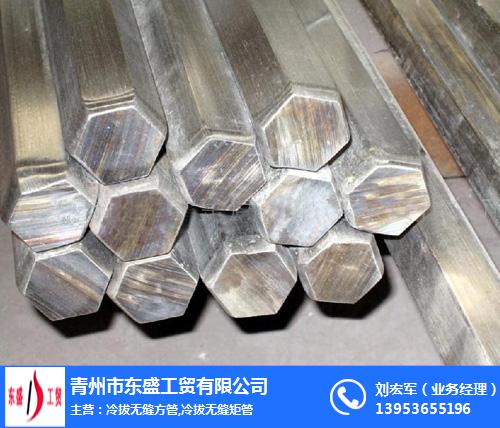
主營:冷拔無縫方管,冷拔無縫矩管,拖拉機前橋馬蹄管,冷拔拖拉機前橋
業務熱線:0536-3501758
產品詳情 聯系方式
產品品牌:東盛工貿
供貨總量:不限
價格說明:議定
包裝說明:不限
物流說明:貨運及物流
交貨說明:按訂單
有效期至:長期有效

管坯加熱
加熱要均勻,禁止急速升降溫度。每次升降溫要保持平穩緩慢,大升降溫度不超過30℃。
定心輥
確定冷拔六角鋼定心輥安裝是否到位,調整相關抱芯輥的中心、打開角度及各動作的開口大小一致,抱芯輥中心要在軋制線上。
軋制中心線
確保穿孔機軋制中心線與穿孔小車中心線一致,避免“上軋制”或“下軋制”,使管坯在穿孔時保持受力均勻。

拔斷
原因是變形量過大,熱處理、酸洗、潤滑的質量不是很好,以及開拔速度過快等等,解決方法是拔制前各工序的質量應得到保證,控制好變形量,在拔制速度較高的情況下,應降低開拔速度。
短芯棒拔制時空拔頭過長
原因是山東冷拔圓鋼開拔時,芯棒推入不及時或者芯棒沒有被鋼管帶入變形區,解決方法是使用定位器,打磨一下芯棒端部的倒角,使芯棒能被帶入變形區。
提高設計效率,幾乎省去了受力計算過程。
對冷拔六角鋼設計人員技能要求降低,一般技術人員就能勝任。
大大減少設計人員失誤,從而減少了廢品,降低了經濟損失。
將標準的設計模塊輸入計算機,就能加快制圖速度。
由于冷拔六角鋼設計速度快,質量好,為制作贏得了時間。

劉宏軍先生
手機:13953655196
